Your basket is currently empty!
FAQs
Frequently asked questions about James Heal’s range of pre-prepared test materials.
Martindale test material
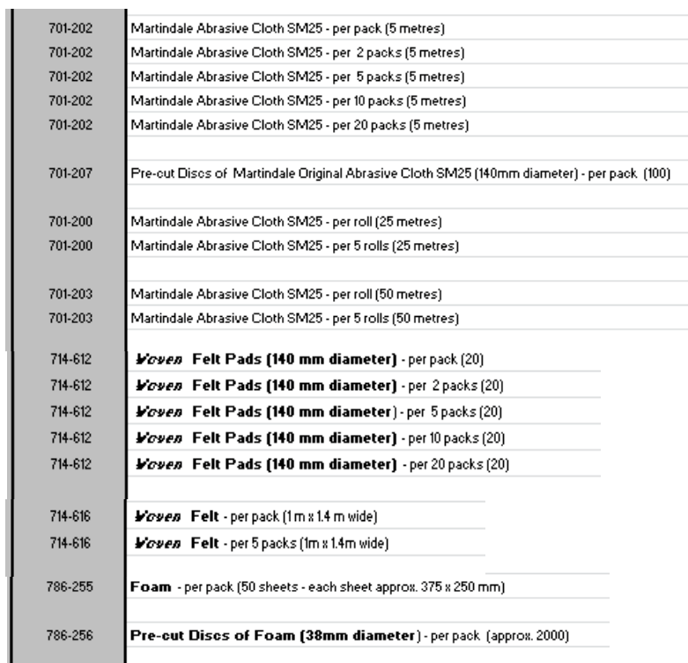
The test materials required to meet ISO 12947 are listed below. James Heal can provide all of these Test Materials.
SM25:
- Available as a pack of 100 x 140mm diameter discs.
- Available as a 5m piece.
- Available as a 25m roll.
- Available as a 50m roll.
Polyurethene Foam :
- Available as a pack of 2000 x 38mm diameter discs.
- Available as a pack 50 sheets 375mm x 250mm.
Woven Felt:
- Available as a pack 20 x 140mm diameter discs.
- Available as a piece 1m x 1.4m.
STFI is a German association which produces STFI abrasive fabric. This abrasive fabric complies with DIN ISO 12947, amongst other standards. James Heal’s SM25 also complies with DIN ISO 12947, the two products are equivalent of each other.
James Heal’s SM25 can be used as a substitute abrasive fabric unless the standard does not allow it and states that STFI must be used.
James Heal is unable to supply STFI abrasive fabric as the manufacturer only sells directly to customers.
The 3 tables below display the property requirements for all test materials specified in ISO 12947-1 Determination of the abrasion resistance of fabrics by the Martindale method – Part 1: Martindale abrasion t
Table 1 – Property requirements for wool abradant fabric:
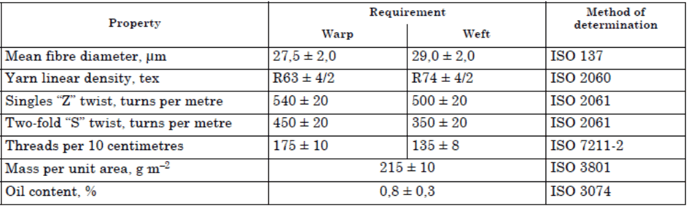
Table 2 – Property requirements for woven wool felt:

Table 3 – Property requirements for polyetherurethane foam

Below is a list of compliant items from James Heal:
James Heal’s SM25 can be used as a substitute abrasive fabric unless the standard does not allow it and states that STFI must be used.
James Heal is unable to supply STFI abrasive fabric as the manufacturer only sells directly to customers.
Foam should not be used if it has started to discolour. The below information explains why not.
Why not?
A polymer consists of many molecules strung together by links to form a very long chain.
Polyurethane is a polymer composed of organic units joined by urethane links.
Polyurethane foam will discolour if an amine forms instead of a urethane link. This amine can become oxidised to a quinone. Quinones are yellow and so cause the discolouration.
There are 3 main reasons why an Oxidation Reaction can occur:
- Exposure to Light
- Exposure to Gas – oxides of nitrogen from motor emissions, gas furnaces etc will cause foam to become oxidised.
- Heat Exposure – The reaction involved in the foam making process is exothermic (produces heat). If an elevated temperature is reached and maintained the foam can become scorched in the centre. As it cools, it draws oxygen inside which then causes the same oxidation reaction. Exposure to heat as a finished product can also cause discolouration.
- Exposure to BHT – BHT (Butylated hydroxyl toluene) is a widely used antioxidant in many plastics. It is very volatile and can leave a deposit on other materials such as polyurethane foam even without direct contact. In the correct conditions BHT will oxidise, forming chromophores which turn the polyurethane foam yellow.
Foam should not be used if it has started to discolour. Discolouration is the first step in degradation, which is permanent and irreversible.* The links or bonds may have already started to break as the polymer becomes more oxidised, resulting in the foam being brittle and unsuitable for use. The foam will ultimately degrade.
Storage
In a laboratory environment the most likely causes would be exposure to UV Light and Heat. Foam should be stored in the dark at room temperature to avoid exposure. Foam should be stored in these conditions for a maximum of 24 months unopened, and 12 months once opened.
*Discoloration from BHT exposure is reversible by treating with an acidic rinse but is not recommended by James Heal when carrying out Martindale Abrasion Testing.
Cotton lawn / Crocking cloth
TL 226 and PV 3906 are carried out on CrockMaster. These standards specify to use nettle fabric as per DIN EN ISO 105-X12.
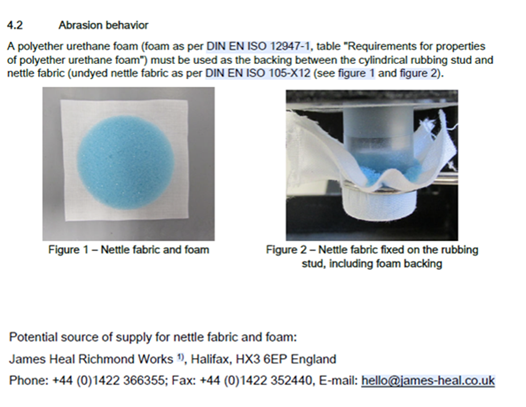
DIN EN ISO 105-X12 is an adoption of EN ISO 105-X12, which specifies the use of a ‘cotton rubbing cloth,’ the specification for which can be found in EN ISO-F09. There is no inclusion of the term ‘nettle fabric’ in either standard.
It would appear that there has been a mis-translation in TL 226 and PV 3906, and that the term ‘nettle fabric’ appears in these standards in place of the term ‘crocking cloth.’
James Heal supplies crocking cloth for these standards as a pack of 500, 5cm x 5cm pieces, under stock code 702-540.
ISO 105-F09 is not a test procedure. It does not give any test method details.
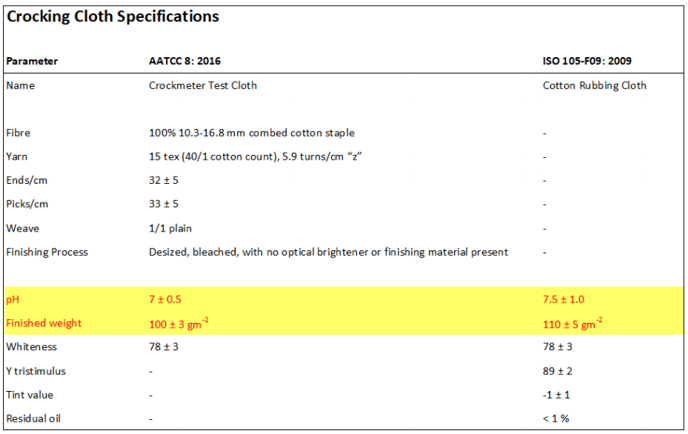
ISO 105-F09 – Specification for cotton rubbing cloth, specifies the properties that the cloth must possess for compliance with all ISO colour fastness tests where required, which includes ISO 105 X12 – Colour fastness to rubbing.
James Heal can supply this material in piece form, or in convenient pre-cut pieces. Pre-cut pieces can be ordered with either straight or gimped edges.
There are two specifications, the notable differences being the pH of aqueous extract and mass per unit area (Finished Weight). ISO crock test cloth results may not be equivalent to AATCC crocking cloth results/values based on crocking cloth study.

Photographic standards
The Marks & Spencer Stay New Photographs which are used in M&S P144 series of test methods are not available from James Heal, they are only available from UL in the UK. Here are their contact details:
UL VS Ltd
530/535 Eskdale Road
Reading, RG41 5TS, UK
Tel: +44 (0) 118 927 3340
Fax: + 44 (0) 118 927 3341
M&S Photographic standards:
Ref: J : Photographs: Numbers 1 to 5 for Knitted Jersey
Ref: K : Photographs: Numbers 1 to 5 for Knitwear
BS 5811 is an obsolete method. ISO 12945-1 is the replacement standard. The BS 5811 standard reference photographs can continue to be used to aid assessment.
They can be purchased from James Heal:
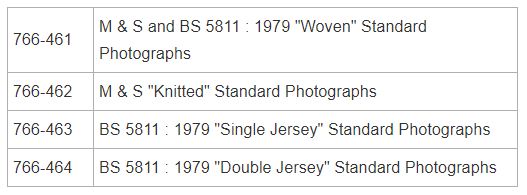
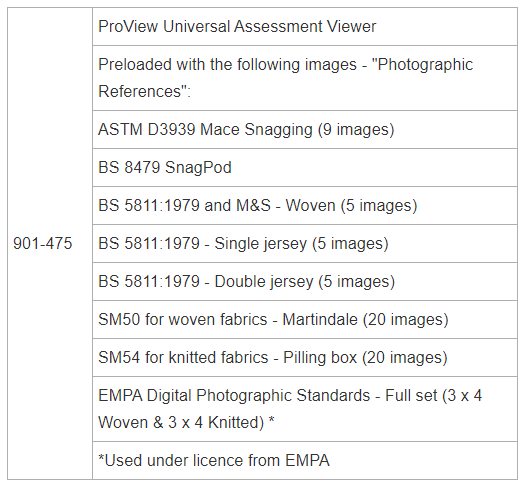
Alternatively, these photographic standards along with those in the list below are available electronically on James Heal ProView.
Detergents
Sodium perborate is added to detergents as its oxidative power improves cleaning, bleaching and stain removal performance of the detergents.
It reacts with water in the wash test and releases oxygen at elevated temperatures >60°C and so acts as a hydrogen peroxide bleach.
It can be used at lower temperatures if used in conjunction with TAED – a bleach activator. This activates the hydrogen peroxide and generates paracetic acid. This is a faster and more efficient bleach at temperatures below 60°C.
Sodium Perborate and TAED are classed as unstable and so are not suitable to be premixed with detergents.
Also not all wash tests specify to use Sodium Perborate or TAED, so having them already in the detergent would render the detergent unsuitable.
James Heal is able to supply TAED as either a 250g container (706-735) or a 500g container (706-743).
James Heal is unable to supply Sodium Perborate as it is classed as hazardous.
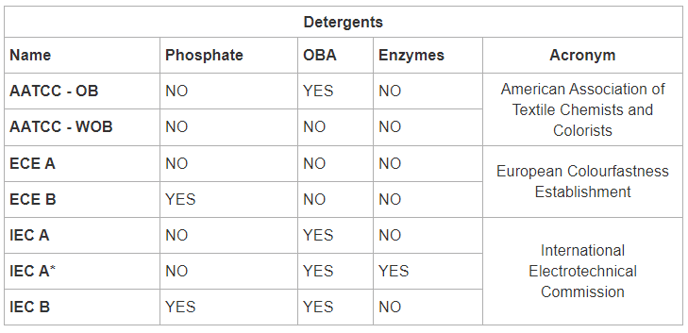
The following detergents contain phosphates: – ECE B – IEC B
The following detergents do not contain phosphates:
- AATCC – OB
- AATCC – WOB
- ECE A
- IEC A
- IEC A*
Although all detergents should be kept in a tightly closed container and stored in a cool dry place, this is even more essential for detergents which contain phosphates.
These types of detergents are more prone to biological degradation under moist conditions than those detergents which are phosphate free.
The following detergents are OBA free: – AATCC – WOB – ECE A – ECE B
The following detergents contain OBA :
- AATCC – OB
- IEC A
- IEC A*
- IEC B
Once received by end user… – Unopened: 18 months – Opened: 6 months
- We are often asked about the shelf life of these products because of the critical testing and colour fastness applications in which they are used
- For unopened and undamaged containers, it is 18 months
- Once opened, the container must be tightly closed and stored in cool and dry conditions. Dispose of the remainder after 6 months according to local Regulations
- When decanting the product from the container use only clean and dry implements, such as scoops, spatulas, etc. Replace the cover immediately and ensure it is sealed fully and correctly
- It should be accepted that this is a product designed to a specification set down in International Standards and is intended for testing purposes only. As such, the product contains no preservatives. In addition, some of the ingredients are prone to absorb moisture from the surrounding atmosphere. This will not only reduce the excellent flow properties of the powder but may reduce the stability of the compound by initiating the biodegradation process. The active weight of the product will also be reduced if moisture is absorbed
- With the exception of IEC(A*), the products contain no enzymes, i.e., they are not “biological” detergent products IEC(A*) contains a protease enzyme
- The “phosphate” containing detergents are more prone to biological degradation under moist conditions than the phosphate free types
- Solutions of the detergent are not stable for more than a few hours and should be freshly made immediately before required for testing
- Products and solutions containing “optical brightening agent” should be stored away from light (in darkness)
- Solutions containing sodium perborate have very limited stability due to decomposition of the peroxy compound
- Additions of oxygen-active compounds should be made immediately prior to testing
- This information does not replace the Materials Safety Data Sheet
The below table shows which detergents contain OBA, Phosphates or enzymes.
James Heal cannot currently supply the detergents specified in ISO 15797 and ISO 105-C12.
EN ISO 15797:2004
Textiles. Industrial washing and finishing procedures for testing of workwear
EN ISO 105-C12:2006
James Heal Reference Detergents can be classified into two generic types: – IEC or ECE type “A” – IEC or ECE type “B”
The following ecological data are estimated on the basis of the raw materials contained in the product and/or of structurally comparable substances.
The surface active agents (surfactants) contained in the products are in the mean degradable by at least 90%.
Type A
In tests for ready degradability (e.g., OECD 301 A-F) the total organic products contained in the product achieved values below 60 % BOD/COD and 70 % DOC reduction.
Type B
The sum of the organic components of the product reach a degradability of approximately 60 %
BOD/COD and about 70 % DOC-reduction.
The limits for classification as “easily degradable/readily degradable” are at least 70 % DOCreduction and at least 60 % BOD/COD within 28 days.
Therefore, we can say that Type A Reference Detergents cannot be classified as readily degradable.
However, Type B Reference Detergents are just within the limits of classification and can be described as readily degradable.
Wascator FOM 71 CLS is a type A, Automatic Washing Machine. Only Reference Detergents 2 (IEC A*), 3 (ECE A) and 6 (IEC A) should be used. These will be referred to as Detergent Base Powders for the purpose of this document.
A total of 20g of detergent should be used, NOT 100g as is sometimes mistakenly used.
The 20g is made up of three components:
- Detergent Base Powder
- Sodium Perborate Tetrahydrate
- Tetra-Acetylethylene (TAED)
These should be dry mixed throughly before adding to the dispenser.
These components should be used in the following proportions:
- Detergent Base Powder 77 parts/percent (15.4g)
- Sodium Perborate Tetrahydrate 20 parts/percent (4g)
- TAED 3 parts/percent (0.6g)
Once dry mixed, the detergent should be used immediately.
If this is not possible, mixed detergent may be kept in a sealed container for a maximum of 14 days, provided this does not contradict the expiry dates on the individual components.
TAED and sodium perborate are not contained within the detergent base powder. They must be bought and stored separately and added to the wash test at time of testing.
TAED and sodium perborate are classed as unstable. If they were already added to the detergent, this would have a detrimental effect on the detergent, rendering it unusable.
Weighing these out at the time of testing ensures that they are added to the test in accurate amounts.
James Heal can supply TAED as a 250g container 706-735, or as a 500g container 706-433.
James Heal is unable to supply Sodium Perborate.
Certificates of conformity
Test Report and Certificate of Conformity
The below PDF shows how to locate all the Certificates of Conformity.
Test Report and Certificate of Conformity
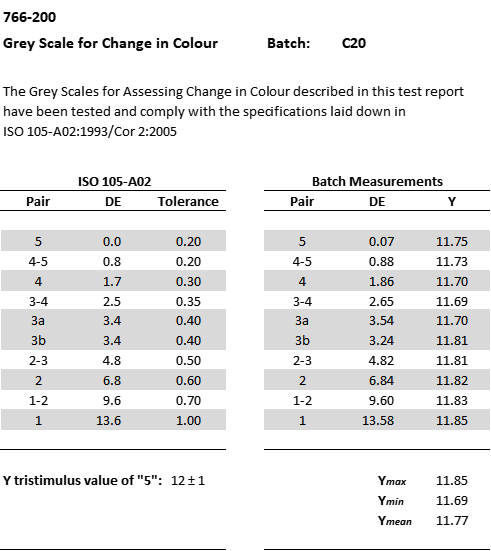
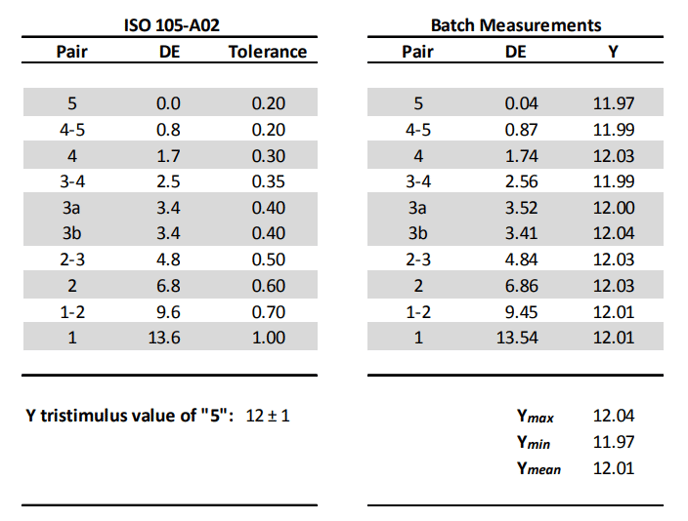
Test Report and Certificate of Conformity for James Heal Grey Scale for Change in Colour
766-200
Grey Scale for Change in Colour Batch: C18
The Grey Scales for Assessing Change in Colour described in this test report
have been tested and comply with the specifications laid down in
ISO 105-A02:1993/Cor 2:2005

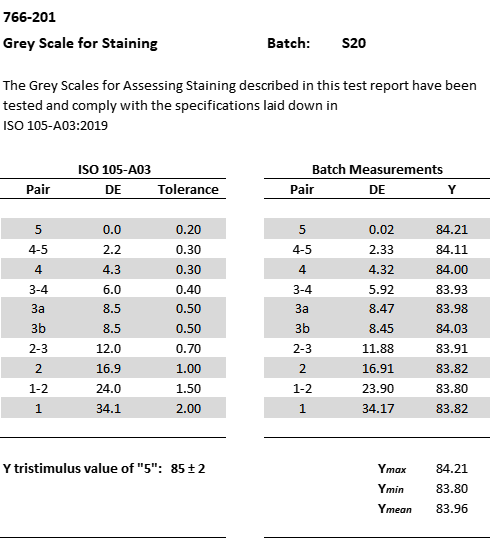
Test Report and Certificate of Conformity for James Heal Grey Scale for Staining
766-201
Grey Scale for Staining Batch: S18
The Grey Scales for Assessing Staining described in this test report have been
tested and comply with the specifications laid down in
ISO 105-A03:1993/Cor 2:2005
MultiFibre
Blue wool references
Grey scales
Yes, the ISO Grey Scales that James Heal provide are compliant with GB-T standards.
- The GB-T 250 standard is based on ISO 105-A02.
- The GB-T 251 standard is based on ISO 105-A03.
To order (stock code):
- ISO 105-A02 Assessing change in colour (766-200)
- ISO 105-A03 Assessing Staining (766-201)
Grey Scales are used for assessing Change in Colour, and Staining.
The correct lighting for assessing colour change and staining is D65.
The LED currently installed in ProView is simulated Cool White.
This is correct for the assessment for pilling and snagging.
Presently there is not an interchangeable bulb setting on ProView and so assessment of Change in Colour and Staining would not be possible.
James Heal is currently looking into the possibility of an interchangeable bulb.
James Heal supplies assessment masks for the following methods: – ISO / AATCC (766-477) – M&S (766-478)
There are similarities between the 2 masks:
- Size – 228mm long and 58mm wide
- Viewing windows – 32mm x 28mm and 15mm x 50mm
- Matt black on both sides
There are 2 physical differences between the masks:
- ISO / AATCC is 0.8mm thick and is made from a single layer of flexible plastic
- M & S is 1.9mm thick and is laminated
The main differences are how these masks should be used.
ISO / AATCC
The 32mm x 28mm mask is used for assessing crocking cloth staining, or when a larger area is needed.
The 15mm x 50mm mask is used for assessing both staining and change in colour.
M&S
The 32mm x 28mm mask is for assessing change in colour.
The 15mm x 50mm mask is for assessing level of staining.
The size of the window allows for isolated from the surrounding fabric.
Makeweights
Phenolic yellowing
Pilling / snagging
Discover our series of Applications Insight and Meet the Expert articles, as well as the latest textiles testing insights and innovations from James Heal.